




Что такое ретракты и для чего они нужны.
Ретракты (или откаты) — метод понижения давления в экструдере путем вытягивания нити филамента на определенное расстояние. Ретракты необходимы при печати сложных объектов, ведь при перемещении от одной печатной зоны к другой, за время перемещения из сопла может вытечь определенное количество материала, которое в будущем будет скапливаться на стенках печатаемой модели или образовывать паутину между печатаемыми объектами. Возникает это из-за того что при перемещении печатающей головки, даже приостановки подачи материала, давление в экструдере избыточное, из-за чего пластик начитает подтекать.
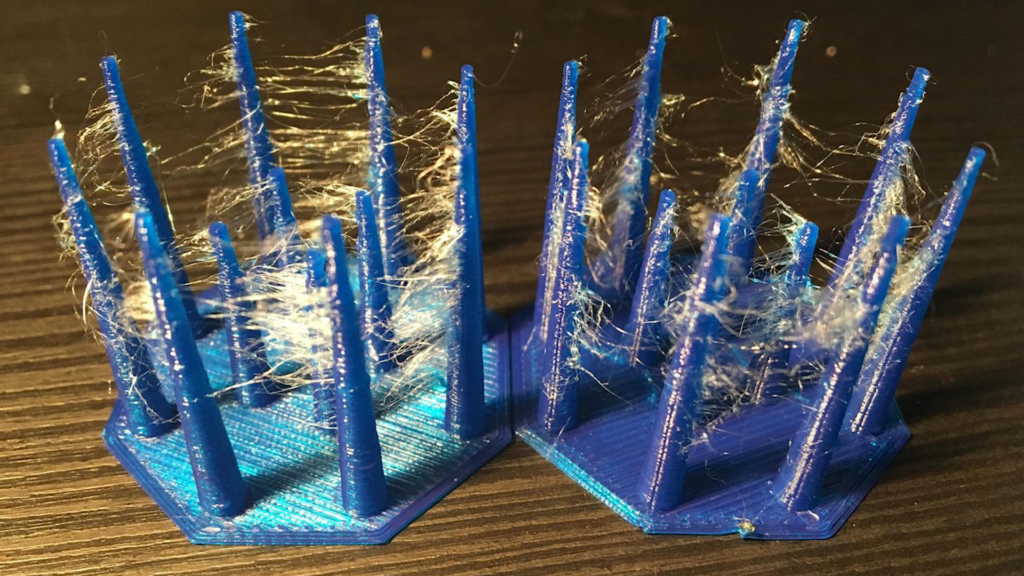
Если бы все было так просто…
Решение проблемы натеков пластика напрашивается решительно. При перемещении необходимо понизить давление в экструдере. Самый просто способ это сделать — вытянуть нить филамента на определенную длину.
Основные переменные для настройки ретрактов это:
-Скорость печати
-Температура печати
-Длина отката
-Скорость отката
Тест, о котором мы будем говорить ниже дает возможность протестировать более 200 вариаций настроек длины и скорости отката за одну печать. Это огромное количество, так как обычно используются модели, которые позволяют тестировать только одну комбинацию настроек.
Новый метод тестирования
Новый метод изначально был построен на таблице Excel, куда вводились необходимые параметры, а сгенерированный g-code копировался в текстовый документ и отправлялся на печать. Сейчас же, появилось онлайн приложение, и приложение для Windows. Новая версия получила некоторые изменения, больший функционал и стала более удобной.
Выставляем необходимые значения (все настройки описывались в нашем видео на YouTube)настроек отката и запускаем тест.
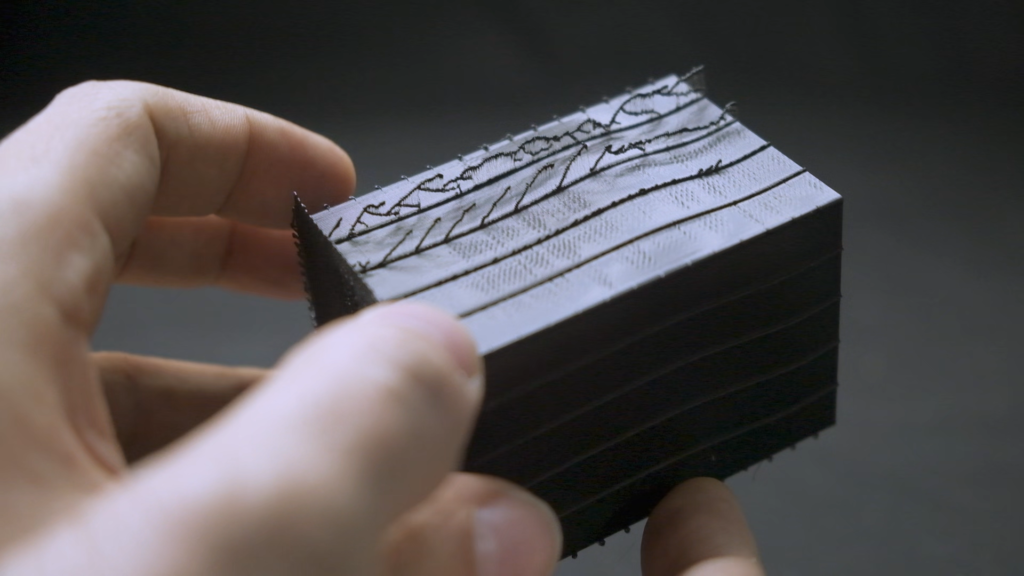
После окончания печати нам необходимо найти участок, который не имел бы волосков и натеков перпендикулярно стенки модели. Ищем так же участок, где участок с самым лучшим качеством стенки. В идеале нам нужно искать участок как можно выше и ближе к началу координат. Ведь именно в этом случае мы получим минимальную длину и максимальную скорость отката, при которых качество печати остается стабильным. Проще говоря, без этого теста можно было бы просто выкрутить настройки с запасом в несколько раз, при этом получать хорошее качество печати, но при этим сильно терять в скорости. Ведь как мы знаем, ретракты занимают большУю часть времени печати, и ускорив их, мы значительно выиграем в скорости печати всей модели. Вот пример:
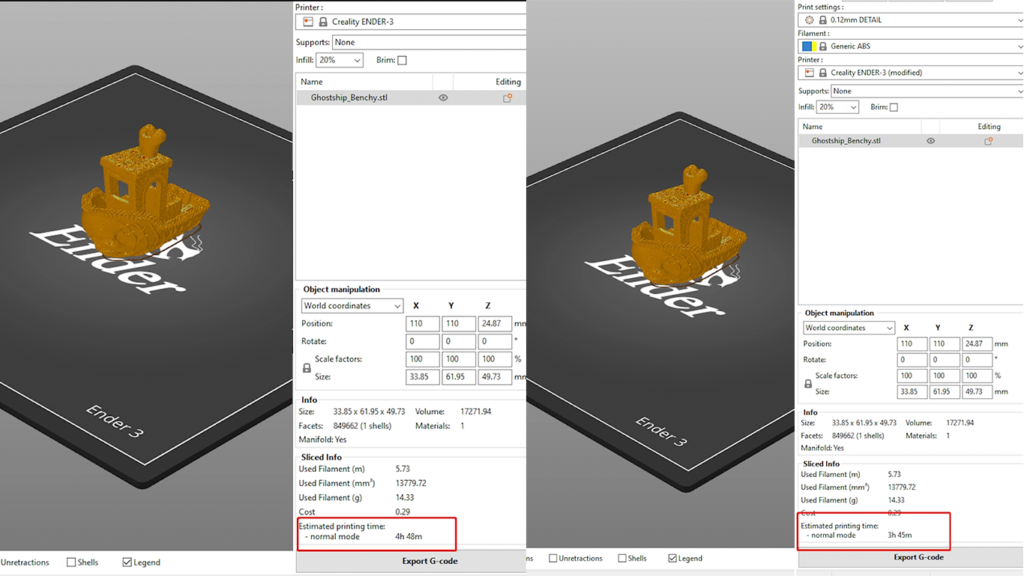
Печать данной модели без ретрактов составила 3 часа 45 минут, а с ретрактами настроенными с запасом под боуден экструдер заняла 4 часа 48 минут. Это 22% от времени печати все модели. Практически четверть времени ушла на откаты.
В моем случае натеки и волоски пропали со значения 0.7 мм длины отката (директ экструдер). Я возьму следующее значение в 0.8 мм, для уверенности в том, что при печати других моделей натеков точно не возникнет. На всей высоте модели качество практически не изменялось. Это значит, что можно выбрать максимальную скорость, что вам доступна. Если на вашей модели на определенной высоте появились дыры на стенках, то вам нужно выбрать значение ниже этого на 1-2 шага.
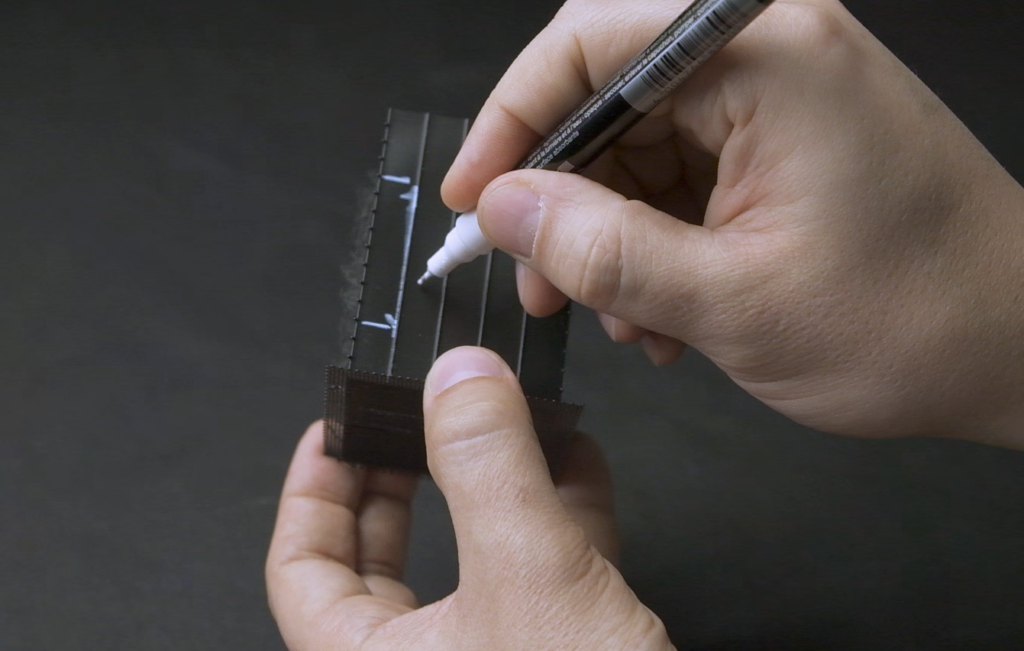
Итоговые значения можно внести в ваш слайсер для определенного вида пластика и наслаждаться печатью без натеков.
Подробный видео разбор теста с объяснением всех настроек можно найти на нашем YouTube канале по ссылке : https://youtu.be/jmb6gs5YCbM