




Сегодня мы поговорим о диаметре сопла. На данный момент диаметры сопел очень различны. Их диаметр начинается от 0.1 мм до 1.2 мм (есть и больше, но они более редкие) В итоге мы имеем разницу между наименьшим и наибольшим диаметром больше чем в 10 раз. Возникает вопрос — для чего? Зачем компании создают сопла разного диаметра? На эти вопросы мы сегодня постараемся ответить в данной статье.
Важнейшие факторы на которые влияет диаметр сопла это высота слоя и ширина печатаемой линии. Из этих двух важнейших в 3д печати настроек вытекает очень много побочных факторов, таких как скорость печати, прочность печатаемой модели и так далее. С одной стороны, мы не меняли скорость печати. На одной и той же модели она была условных 60 мм/с, но установив сопло диаметром вдвое больше, мы можем так же значительно сократить и время печати. Но обо всем по порядку.
Начнем с главного вопроса, почему так много размеров?
Все мы используем наши 3д принтеры для разных задач, и ни одно сопло не способно выполнять все потребности всех пользователей. Кто-то печатаем максимально мелкие и детализированные объекты, кто-то печатает модели огромных размеров, для всех этих типов существует разные диаметры сопла.
Большинство принтеров в стандартной комплектации имеет предустановленное сопло с диаметром 0.4 мм, этот диаметр считается стандартным, и подходит для большинства рядовых задач. Так же это связано с тем, что большинство принтеров имеет печатный объем 200*200*200 мм. С данным объемом печатного пространства с соплом 0.4 мм даже на максимальном разрешении печать не займет слишком много времени. Но бывают и исключения, такие как принтеры компании Picaso Designer поставляются с соплом 0.3 мм, т.к. принтер и позиционируется как инструмент для печати объектов с максимальным качеством и детализацией.
Как мы уже писали, диаметр сопла влияет на высоту слоя (layer height), как же его рассчитать? Формула проста Высота слоя = диаметр сопла/ 2~4. То есть при диаметре сопла 0.4 мм минимальная высота слоя будет составлять 0.1 мм, а максимальная 0.2 мм. При этих значениях ваши модели будут получаться максимально качественными. Есть время и хочется больше детализации ставим слой поменьше; нужно напечатать срочно, и неважен внешний вид, ставим максимальную высоту слоя, которое позволяет ваше сопло.
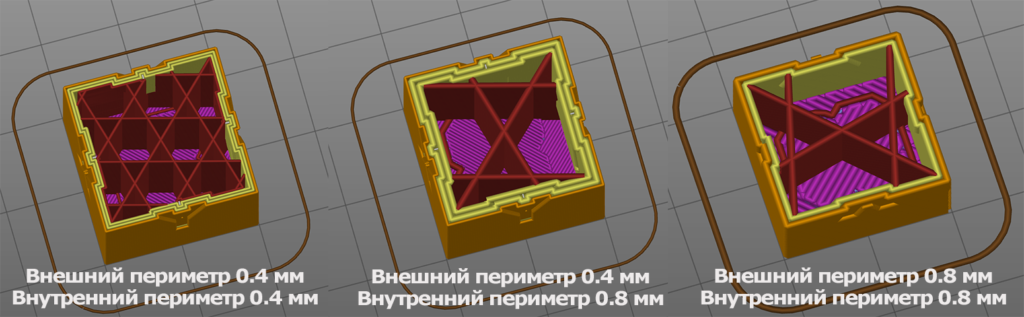
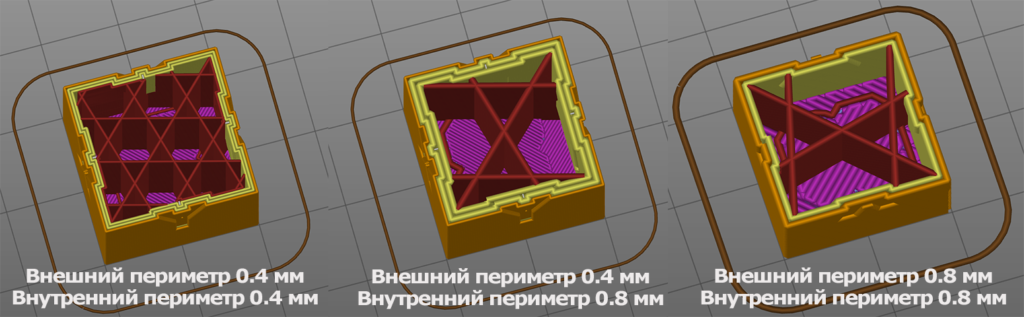
Диаметр сопла также влияет на ширину линии, это позволяет печатать детали намного быстрее, а так же сделать модель прочнее. Обычно сопло может выдавить линию шире в 2 раза чем диаметр сопла. Что это значит? Это означает что вы можете печатать детали в несколько раз быстрее не меняя при этом сопло, а так же увеличить прочность детали. Одним из интересных вариантов является увеличение ширины линии на внутреннем контуре стенки и заполнении, при сохранении стандартного значения ширины линии внешнего контура. При этом уменьшение ширины линии меньше диаметра сопла не рекомендуется. В этом случае начинается образование непропечатанных частей.
Влияние ширины линии на прочность детали протестировал CNC Kitchen на своем канале он выложил видео с тестами. Тестируемые детали выглядят так:
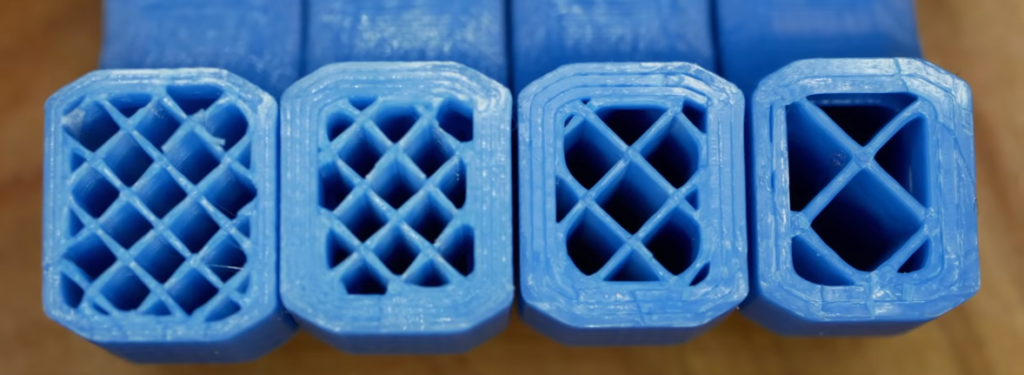
Тест проводился на крюках четырех видов. С печатью линиями 100% ширины сопла 0.4 мм (то есть ширина линии тоже 0.4 мм), 100% в 4 периметра, 3 периметра по 133%, а также 2 периметра по 200%.
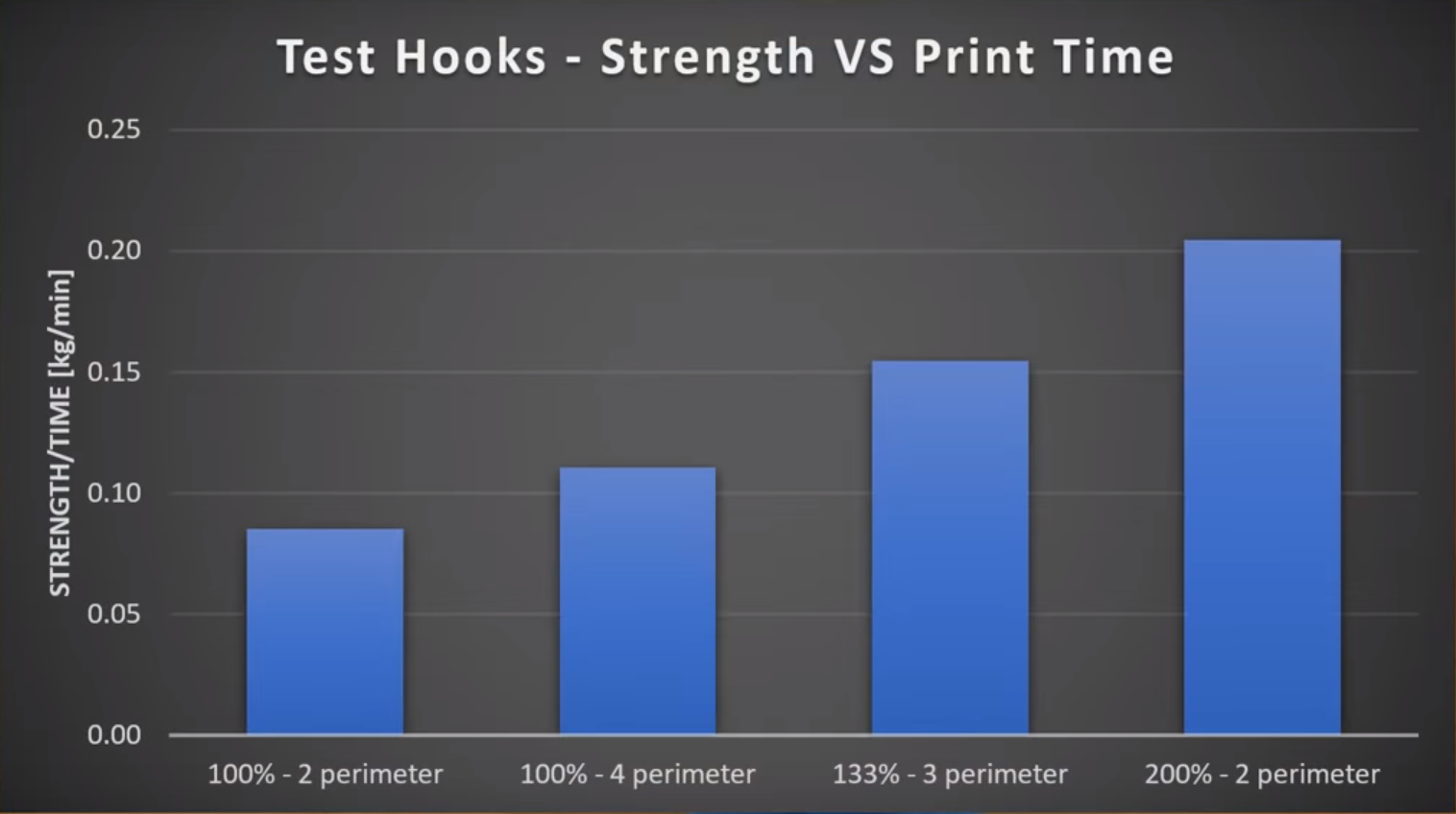
Тест показал что максимальной прочности получилось добиться именно на детали напечатанной двумя периметрами по 200% ширины линии. Увеличение ширины линии сильно увеличивает межслойную адгезию, что добавляет прочности модели. Страшно представить что будет с деталью напечатанной нейлоном с увеличенной шириной линии.
Что же будет если мы установим сопло диаметром меньше стандартных 0.4 мм. Ширину печатаемой линии можно уменьшить вплоть до 0.1 мм и высоту слоя до 0.05 мм, что является невероятным показателем для FDM принтеров. В данном случае и печать каждого кубического сантиметра будет занимать целую вечность.
Что по поводу влияния установленного сопла на систему и на печать. При уставки сопла с диаметром больше или меньше стандартного нужно оценить возможность его установки. Ведь если вы планируете установить сопло большего диаметра, то вам нужна более мощная система обдува и охлаждения экструдера. Если ваша система не готова к этому для нормальной печати вам придется снижать скорость печати, а возможно вы получите неприятные артефакты печати, такие как недоэкструзия или потеки от недостаточного охлаждения.
Уставка сопла с меньшим диаметром может увеличить нагрузку на экструдер. В данном случае лучше всего использовать редукторный экструдер. Так же сопла с диаметром меньше 0.4 мм очень часто засоряются, ими практически невозможно печатать композитными материалами, такими как Wood, Carbon.
Это все, что мы хотели рассказать о соплах с различным диаметром. У нас на сайте представлены сопла размером от 0.2 мм до 1 мм, их можно найти во вкладке Комплектующие.
И как всегда, надеемся что данная стать была полезна для вас, следующая статья будет о соплах из разных материалов.