




Когда 3D принтеры печатают отверстия, они имеют тенденцию выходить за рамки небольшого размера, даже если линейные размеры объекта являются точными. Есть несколько причин, которые делают отверстия меньше, чем они должны быть, о них мы и поговорим сегодня.
Ошибка огранки
Когда системы CAD преобразуют цилиндры в треугольники, они создают многоугольную призму, поэтому отверстия, представленные в файле STL, являются многоугольниками с вершинами на окружности исходного круга. Это означает, что стороны многоугольника находятся внутри круга, уменьшая его на cos (π / n).
Вам нужно 10 вершин, чтобы уменьшить ошибку до 5% и 22 на 1%. Таким образом, эта ошибка быстро становится маленькой с увеличением n, но это создает другую ошибку:
Сегментная пауза
Когда круг разбивается на множество маленьких сегментов, время запуска для сегмента становится значительным. Reprap в прошлом очень сильно пострадал от этого, и я не уверен, каков текущий статус. Медленная последовательная связь и сложное встроенное программное обеспечение с плавающей точкой добавляют паузы, в которых из сопла может вытекать дополнительная нить.
Я никогда не страдал от пауз, потому что я использую 100-мегабитное соединение Ethernet, которое имеет очень низкую задержку, а данные передаются в бинарном виде и в единицах, в которых работает моя прошивка. Это означает, что никакой дальнейшей обработки не требуется, кроме вычисления того, какая из трех осей должны идти дальше всего. Однако я использую трапецеидальное ускорение на каждом сегменте, поэтому для очень коротких сегментов средняя скорость будет немного ниже.
Усадка дуги
Когда плоская полоса нити изогнута в дугу, внутри кривизны слишком много пластика, а снаружи слишком мало. Это делает внутренний и внешний края меньшего диаметра, чем они должны быть. Адриан вычислил формулу для этого здесь: http://reprap.org/wiki/ArcCompensation. Формула выходит с слишком маленькой цифрой. Я думаю, что есть вторичный эффект:
Угол резки
Когда нить перетаскивают за угол, она любит сокращаться. Это зависит от того, насколько эластична нить и насколько она растягивается. Я думаю, что когда сопло движется по кругу, нить постоянно пытается срезать угол и в итоге образует круг меньшего диаметра. Я думаю, что это доминирующее влияние на мои машины.
Очевидно, что если вы врете слайсеру о том, насколько широкая ваша нить, это сделает отверстия еще меньше, но это всего лишь проблема калибровки.
В идеале все эти эффекты должны быть компенсированы в программном обеспечении для нарезки, но в последнее время произошло то, что люди используют параметрические значения в OpenScad, чтобы настроить величину отверстий, чтобы они выходили прямо на их машины. Это неправильный подход, потому что, когда отверстия выходят меньше, чем они должны быть, без программного обеспечения для резки, компенсирующего это, тогда заполнение не встречает его так плотно, как следовало бы.
Когда я начал печатать детали Prusa Mendel, я обнаружил, что значения в файле конфигурации слишком велики. Я также заметил это при загрузке некоторых проектов из Thingiverse. Это означает, что мои размеры моих отверстий сокращаются меньше, чем у других людей, что странно, потому что все эффекты выше не зависят от выбранного вами принтера, за исключением остановки сегмента.
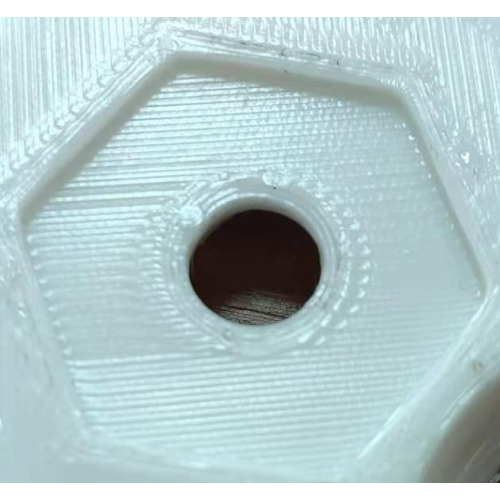
Некоторые из отверстий в частях Джозефа (Prusa) являются восьмиугольными. Это заставило меня понять, что полигоны с низким числом вершин не уменьшаются. Внутренняя часть отверстия определяется прямыми линиями, и они вытягиваются в правильном месте. Однако происходит то, что углы многоугольника закруглены. Пока многоугольник имеет небольшое количество вершин, углы достаточно далеко от круга, чтобы их можно было закруглять, не воздействуя на него. Идеальное количество вершин — это когда угловая обрезка встречается с кругом.
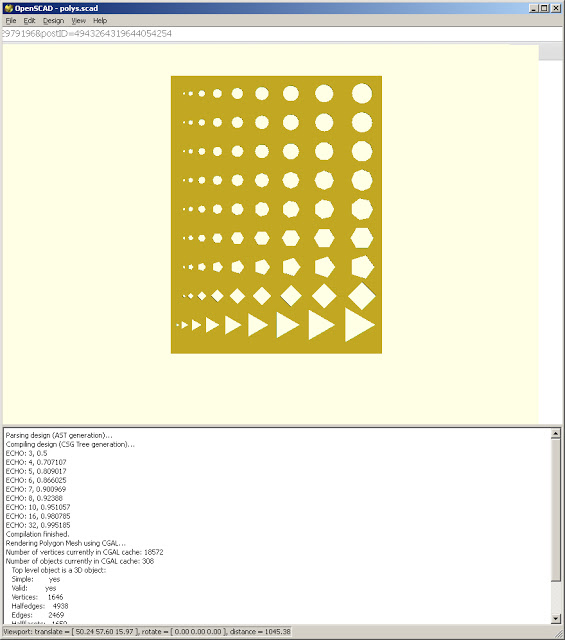
Я решил исследовать это с помощью OpenScad. Я сделал скрипт, который генерирует отверстия от 1 до 10 мм с количеством вершин от 3 до 8, 10, 16 и 32. Диаметр отверстий увеличивается, чтобы сделать грани многоугольника касательными к круглому отверстию. То есть устранение ошибки огранки путем деления на cos (π / n).
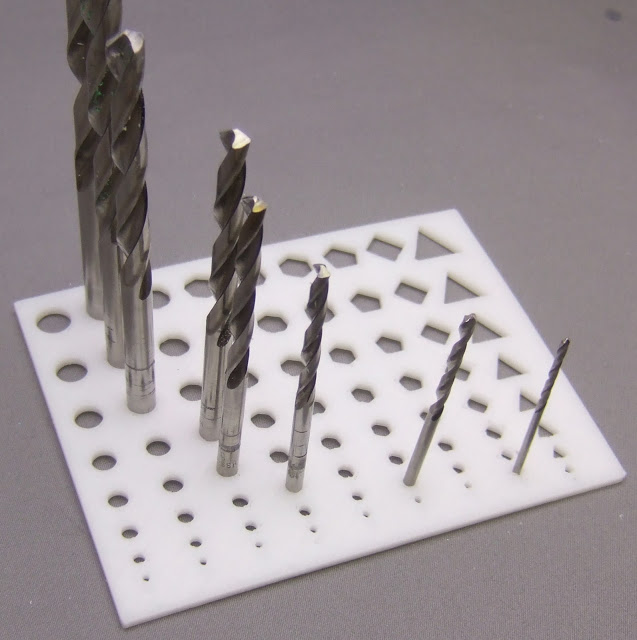
Я напечатал получившуюся форму на HydraRaptor и использовал хвостовики сверла, чтобы измерить размеры отверстий. Это, конечно Не очень точно, так как хвостовики имеют тенденцию быть немного меньше, чем кончик. Я вставил сверла в отверстие с наибольшим количеством вершин, в которое оно поместится.
Возникла закономерность, согласно которой казалось, что максимальное количество вершин, которое вы можете иметь до того, как сужается отверстие, вдвое больше размера отверстия в мм. Единственное сверло, которое я не смог приспособить, было сверлом 1 мм, потому что у вас не может быть многоугольника только с двумя сторонами. Треугольное отверстие «1 мм», по крайней мере, оставляло отверстие, тогда как большее количество полигонов заполняется полностью.
Чтобы проверить это простое правило, я создал новую форму с отверстиями от 1 мм до 10,5 мм с шагом 0,5 мм с числом вершин, равным удвоенному диаметру, и диаметром, увеличенным на cos (π / n).

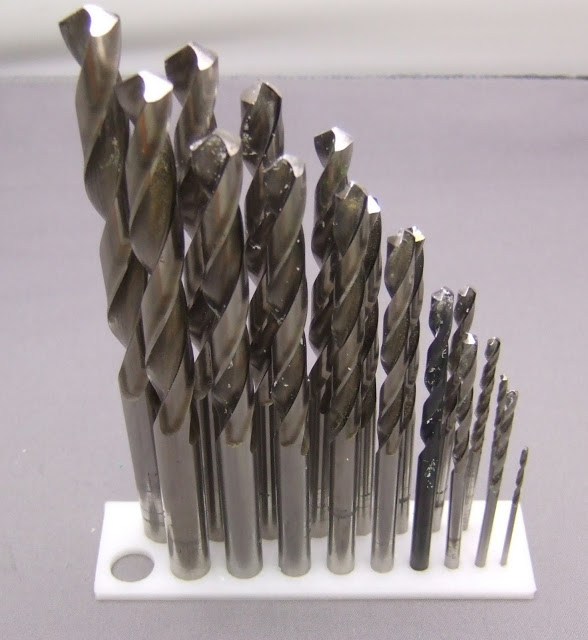
Я обнаружил, что все мои сверла больше 1 мм подходят. Большие из них плотно прилегают, а более мелкие немного свободны, вероятно потому, что при касании лишь нескольких касательных точек возникает небольшое трение.
Эти два испытания были проведены на HydraRaptor при печати нити 0,375 мм из сопла 0,4 мм. Я снова напечатал этот тест на моем Менделе с 0,6 мм нитью через 0,5 мм сопло, и сверла все еще подходят, так что это кажется универсальным, по крайней мере, среди моих машин. Было бы интересно посмотреть, получат ли другие такой же результат, поэтому я поместил файлы в Thingiverse.
Моя цель состоит в том, чтобы научиться печатать круглые отверстия правильного размера, но это кажется хорошим подспорьем для проектов OpenScad, позволяющих получать отверстия нужного размера, независимо от того, используется ли принтер или компенсирует ли диаметр отверстий. Например, можно ожидать, что круглые отверстия будут выходить прямо на профессиональном принтере, поэтому, если в вашей модели круглые отверстия слишком большого размера, они получатся слишком большими. Однако, если вы используете эти многоугольные отверстия с малым числом вершин, они все равно должны иметь правильный размер, так как можно ожидать, что профессиональный принтер будет печатать полигоны как минимум с такой же точностью.
Перевод статьи nophead с ресурса http://hydraraptor.blogspot.com/2011/02/polyholes.html